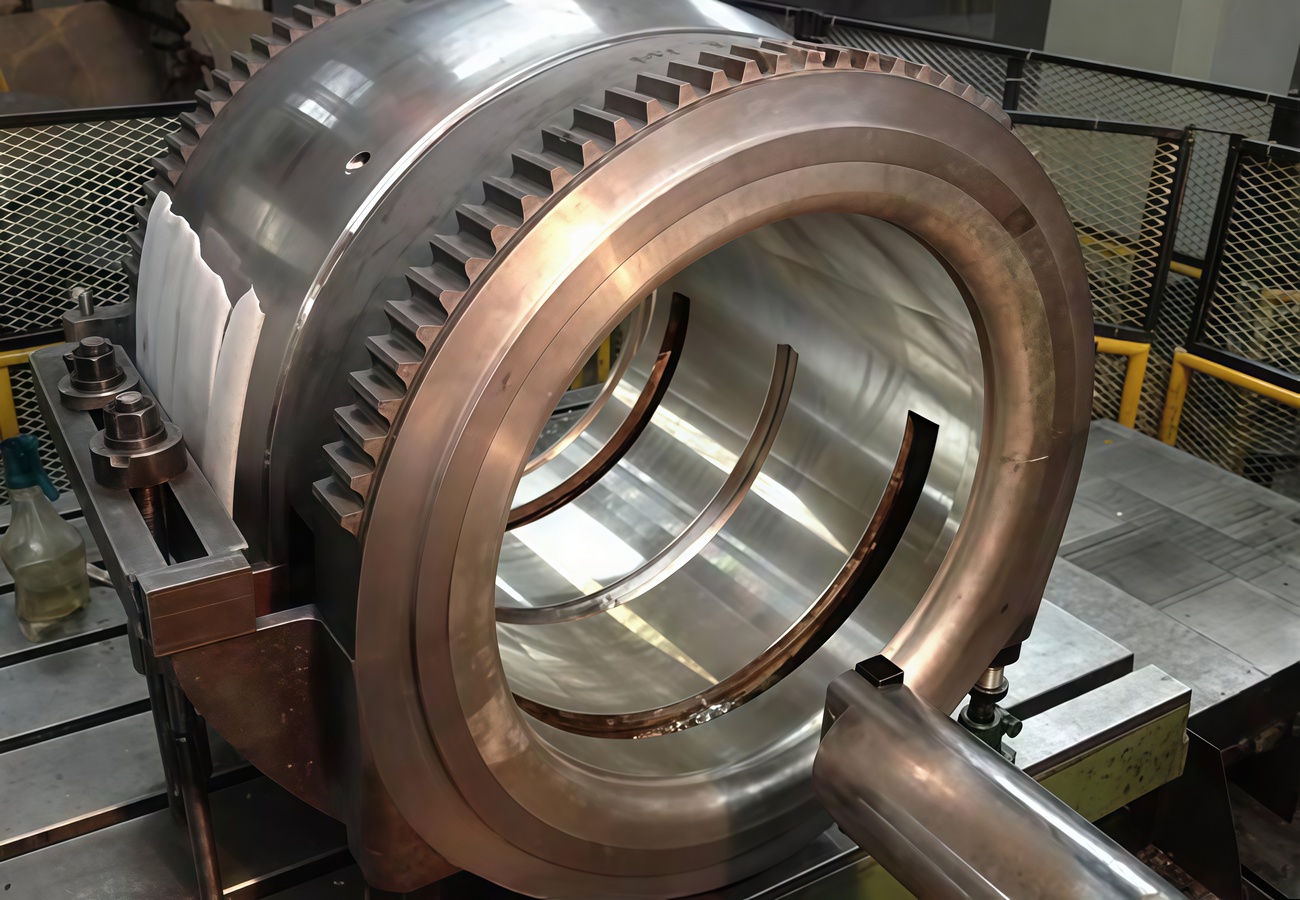
Ремонт втулок та вкладишів підшипників ковзання великотоннажної техніки
Ремонт підшипників ковзання великих розмірів шляхом реставрації втулок та вкладишів є критично важливим виробничим процесом. Цей комплекс інженерних методів, що дозволяють повернути працездатність деталі без купівлі нової, особливо актуальний, коли вартість одного підшипника для кар'єрних або крокуючих екскаваторів, млина, турбіни або великотоннажного самоскида вимірюється тисячами доларів, а термін очікування поставки становить місяці.
Основні дефекти великогабаритних підшипників.
- Абразивне знос, що виникає через попадання пилу, породи або металевої стружки в масло. Виявляється, як правило, у вигляді глибоких рисок та задирок.
- Втомне відшарування поверхні бабітових вкладишів, що виникає через постійні та циклічні навантаження, внаслідок чого антифрикційний шар починає відшаровуватися від сталевої або бронзової основи.
- Кавітаційне руйнування в зонах локального зникнення та різкого відновлення тиску масла призводить до появи мікрораковин.
- Геометрична деформація втулки або посадкового місця через перегрівання або надмірні механічні зусилля.
Залежно від матеріалу (бронза, латунь, бабітові сплави Б83/Б16, високоміцний чавун) та габаритів вибирають відповідний метод ремонту:
1. Наплавлення застосовується для реставрації бронзових та латунних втулок.
Виконується з використанням напівавтоматичного (MIG/MAG) або аргонодугового (TIG) наплавлення в середовищі захисних газів. На робочу поверхню зношеної втулки наноситься шар аналогічного складу сплаву (наприклад, БРОФ або БРАЖ), після чого деталь розточують під номінальний або ремонтний розмір.
2. Перезаливання бабітом товстостінних вкладишів.
Це класичний та найнадійніший метод для реставрації підшипників турбін, дробарок та великих редукторів. Старий бабіт повністю виплавляють, основу ретельно знежирюють, труять кислотою і лудять. Новий бабіт, щоб уникнути пір і раковин, заливають відцентровим або сифонним методом.
3. Газотермічне та плазмове напилення.
Таким сучасним методом наносяться тонкі та надміцні шари металу без критичного термічного розігріву самої деталі. Це виключає ризик деформації геометрії вкладиша.
Поопераційний процес ремонту великогабаритних втулок та вкладишів.
Етап 1 – очищення та дефектування.
Деталь ретельно відмивається від мастила. Виробляються вимірювання мікрометрами та іншим вимірювальним інструментом. Обов'язково застосовують капілярний чи магнітопорошковий контроль виявлення прихованих микротрещин в тілі втулки чи вкладиша.
Етап 2 – попередня механічна обробка.
Зношені втулки чи вкладиші встановлюються на токарно-карусельний чи координатне-розточувальний верстат. Зрізається пошкоджений дефектний шар та готується чиста база для нанесення металу.
Етап 3 – нанесення антифрикційного шару.
Виконується наплавлення бронзою або заливання бабітом. На цьому етапі важливо здійснювати постійний контроль температури з метою унеможливлення перегріву деталі та забезпечення максимальної адгезії шарів.
Етап 4 - фінішна розточка та фрезерування.
Обробляє деталі в точний номінальний або ремонтний розмір з урахуванням теплового зазору (зазвичай 0.001% – 0.002% від діаметра валу). Нарізуються і фрезеруються маслороздавальні канавки, свердлуються необхідні для подачі мастила отвори.
Етап 5 - шабріння і припасування (виконується при необхідності).
Для великогабаритних вкладишів виконують ручне або механізоване шабрування по фарбі формою шийки валу, щоб пляма контакту становила не менше 70-80% робочої площі.
Ключові особливості процесу реставрації.
При виконанні розточування особлива увага приділяється геометрії мастильних канавок, які не повинні доходити до країв вкладиша, інакше тиск олії в зоні клину впаде, і підшипник перейде в режим сухого тертя, що миттєво знищить деталь під робочим навантаженням.
Після ремонту вкладишів обов'язково виконується контроль товщини нанесеного шару ультразвуковим методом. Наявність порожнеч або відшарування між бабітом (або бронзою) і сталевою основою понад 5% від загальної площі є недоліком, оскільки такий підшипник швидко зруйнується під робочим тиском багатотонної машини.
Дослідний завод спецелектрометалургії, у тісній співпраці зі структурними підрозділами ІЕС ім. Є.О. Патона, використовуючи власне металорізальне обладнання та виробничі потужності, виконує замовлення з реставрації складальних компонентів великогабаритних підшипників. Після виконання всіх необхідних технологічних операцій підприємство здійснює контроль за якістю нанесеного покриття із застосуванням методів неруйнівного контролю.